Rohde Brothers recently embarked on an ambitious project with Gold-N-Plump, a leader in the poultry industry. Our mission was to engineer a solution that turns waste heat from the ammonia cooling system into a valuable resource for the plant’s sanitation needs.
 The Challenge: Gold-N-Plump needed an efficient way to heat water for production and sanitation. They turned to us to design a system that could harness the excess heat generated by their ammonia refrigeration system.
The Challenge: Gold-N-Plump needed an efficient way to heat water for production and sanitation. They turned to us to design a system that could harness the excess heat generated by their ammonia refrigeration system.
Innovative Custom Solution:
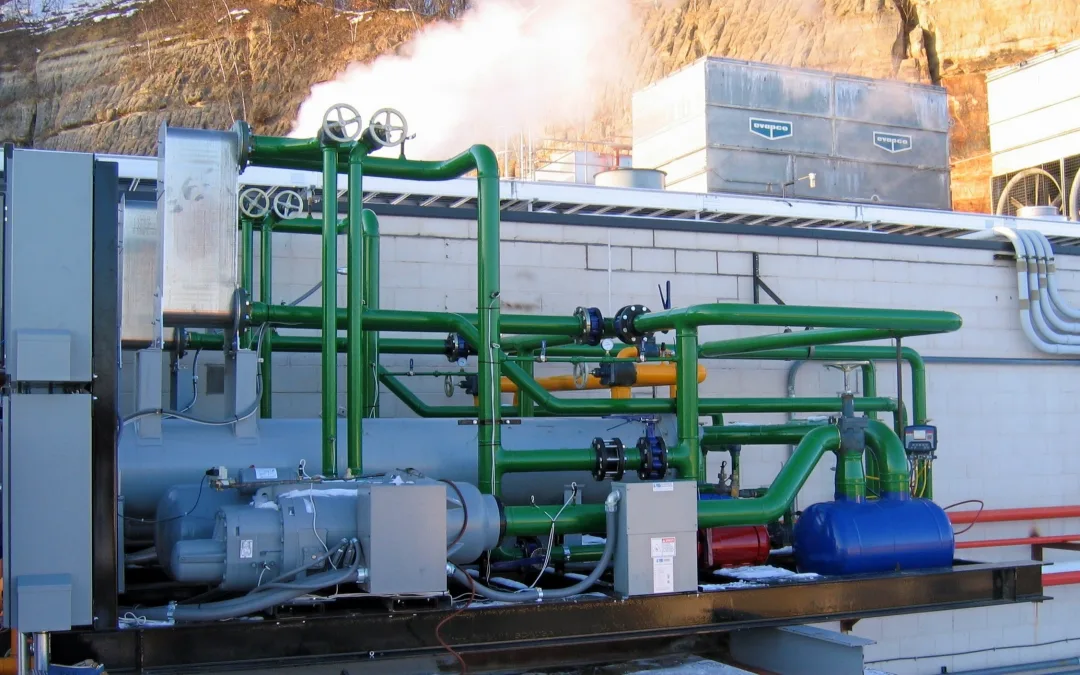
- Groundbreaking Heat Pump Design: We developed a custom-designed heat pump that is eight times larger than traditional models, setting a new standard in the industry.
- Efficient Heat Recovery: Our system directly recovers heat from the ammonia refrigeration system, an innovative approach to energy efficiency.
- Integrated Control Systems: We seamlessly integrated the hot water heating system controls with the ammonia refrigeration controls for optimal performance.
- Remote Monitoring: The inclusion of remote monitoring and data collection ensures continuous, efficient operation.
- Rapid Implementation: Our team designed, engineered, and implemented the system within just 6 months, coordinating closely with Gold-N-Plump to minimize disruption during scheduled plant shutdowns.
- Scaled for High Demand: The system was scaled to meet the plant’s significant daily use of 1,000,000 gallons of 140°F water.
- Record-Setting Achievement: This project boasts the largest heat pump heat recovery unit in Wisconsin.
- Impressive Savings: The system saves Gold-N-Plump $178,000 annually in energy costs.
Conclusion: This project is a milestone for both Rohde Brothers and Gold-N-Plump, demonstrating how innovative engineering can lead to significant energy savings and operational efficiency. We’re proud to have delivered a solution that not only meets Gold-N-Plump’s needs but also sets a new standard in industrial heat recovery. If your business is looking to turn waste into wealth, Rohde Brothers is ready to make it happen.