Kronenwetter Well Filtration
Kronenwetter - Well Filtration System







The Village of Kronenwetter has been aware of increasing levels of manganese and iron from its Well #2 for some time.

Rohde Brothers, Inc. went to work with Hoppe Engineering to build out a system that would do just that. Phase 2 included a pre-treatment system that would treat the water prior to sending it to residents.

The Village decided to approach the idea of a filter system to reduce or eliminate the high levels and provide a needed improvements to the residents of the village.

The Rohde Customized Solution:
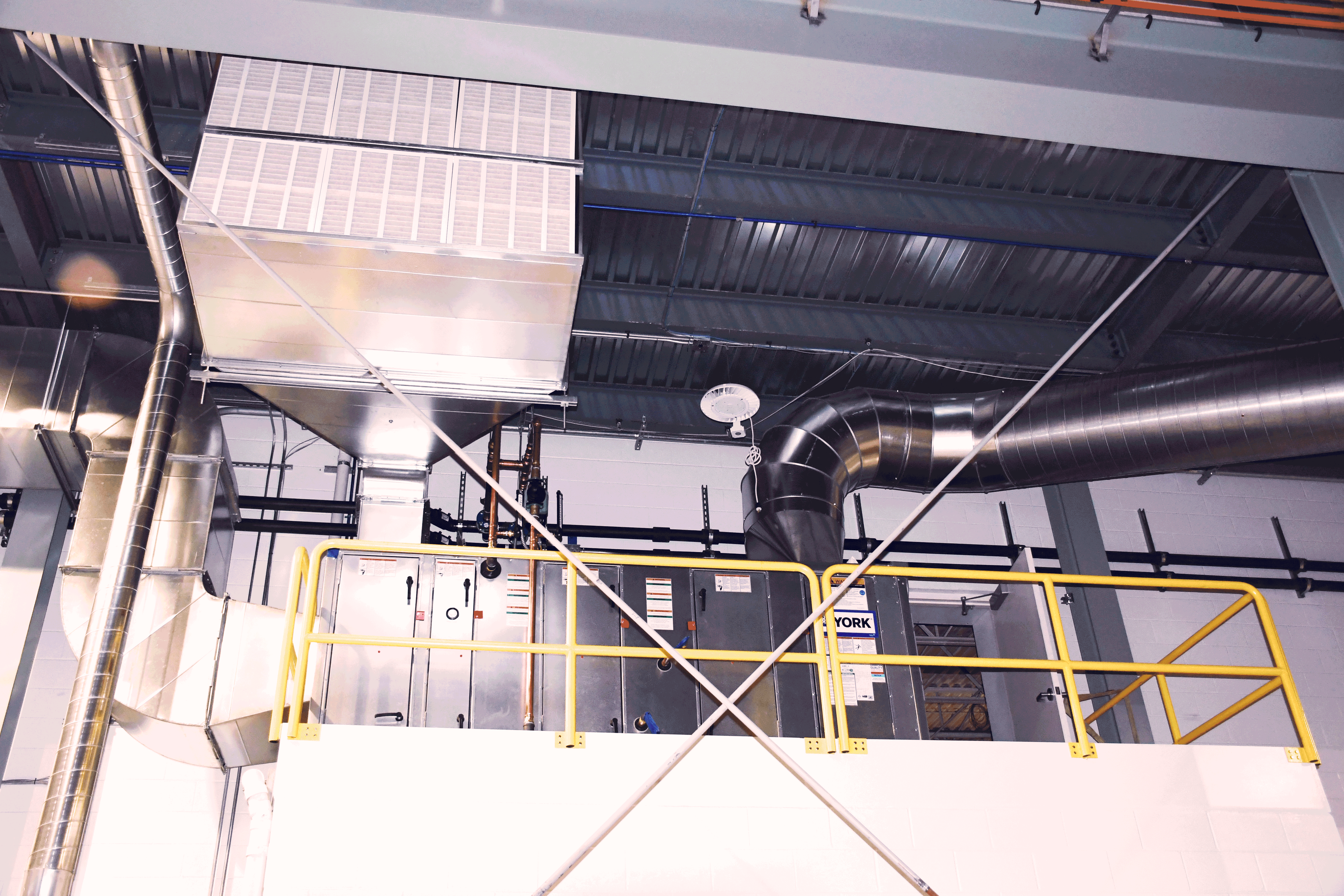
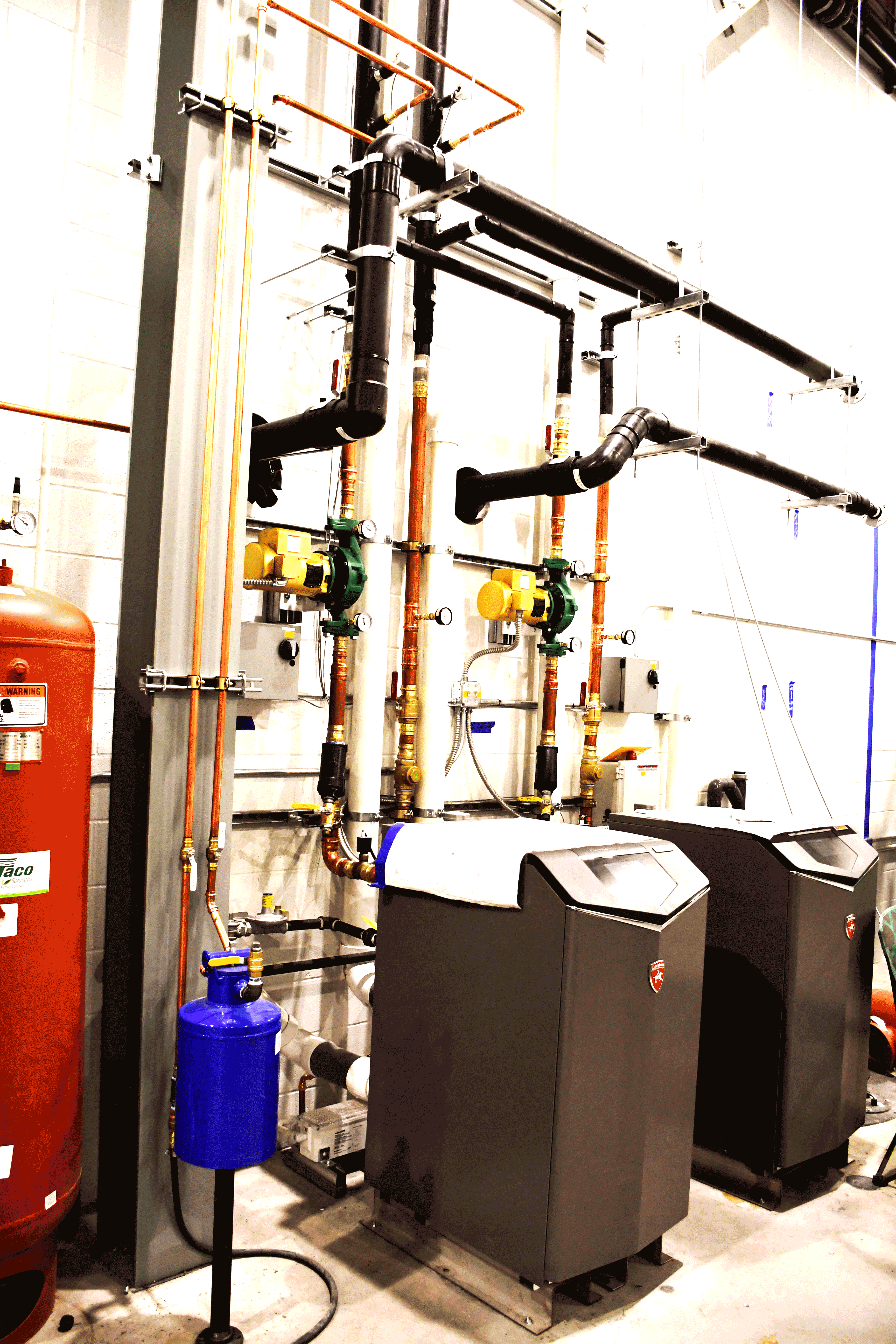
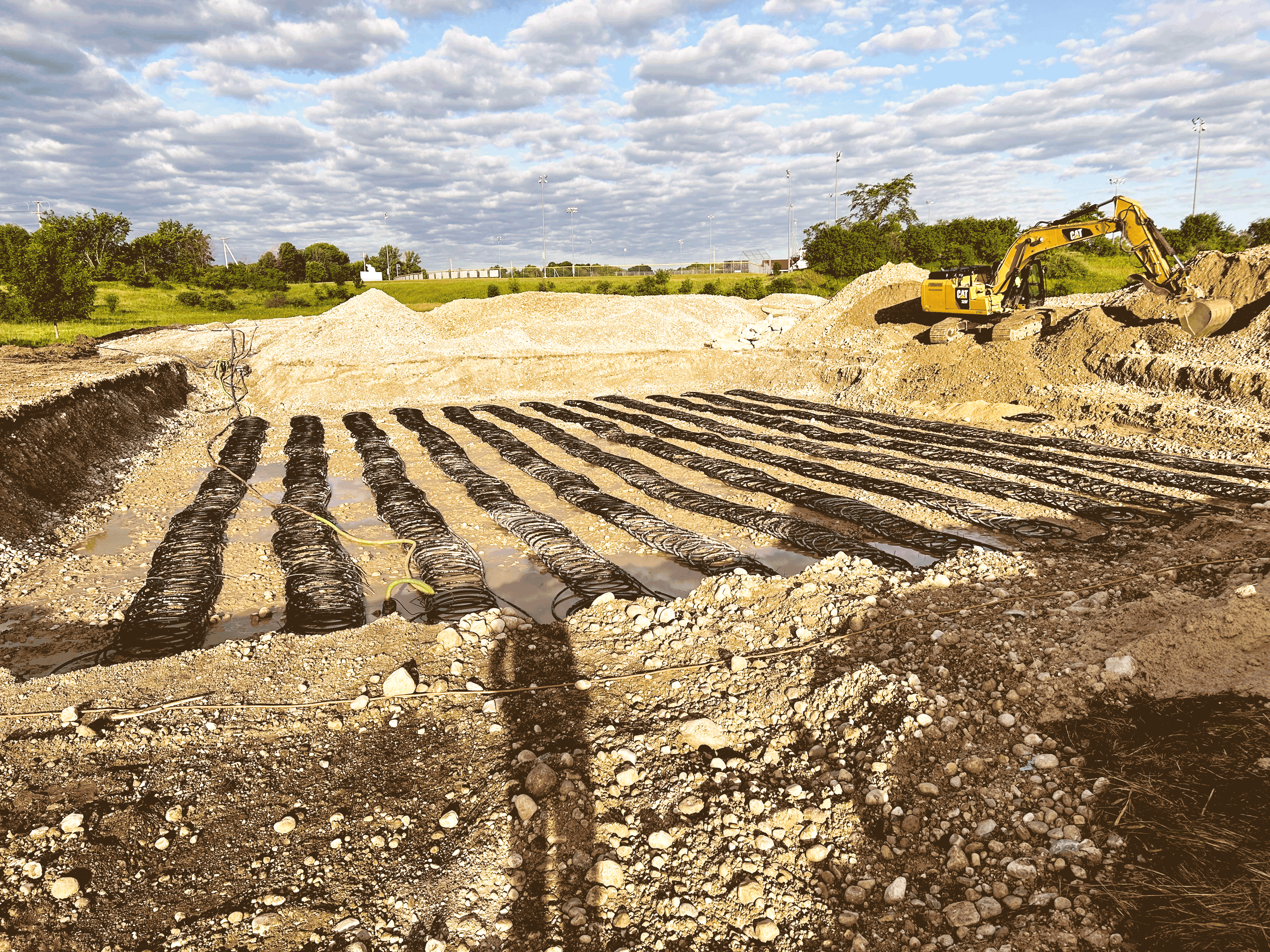
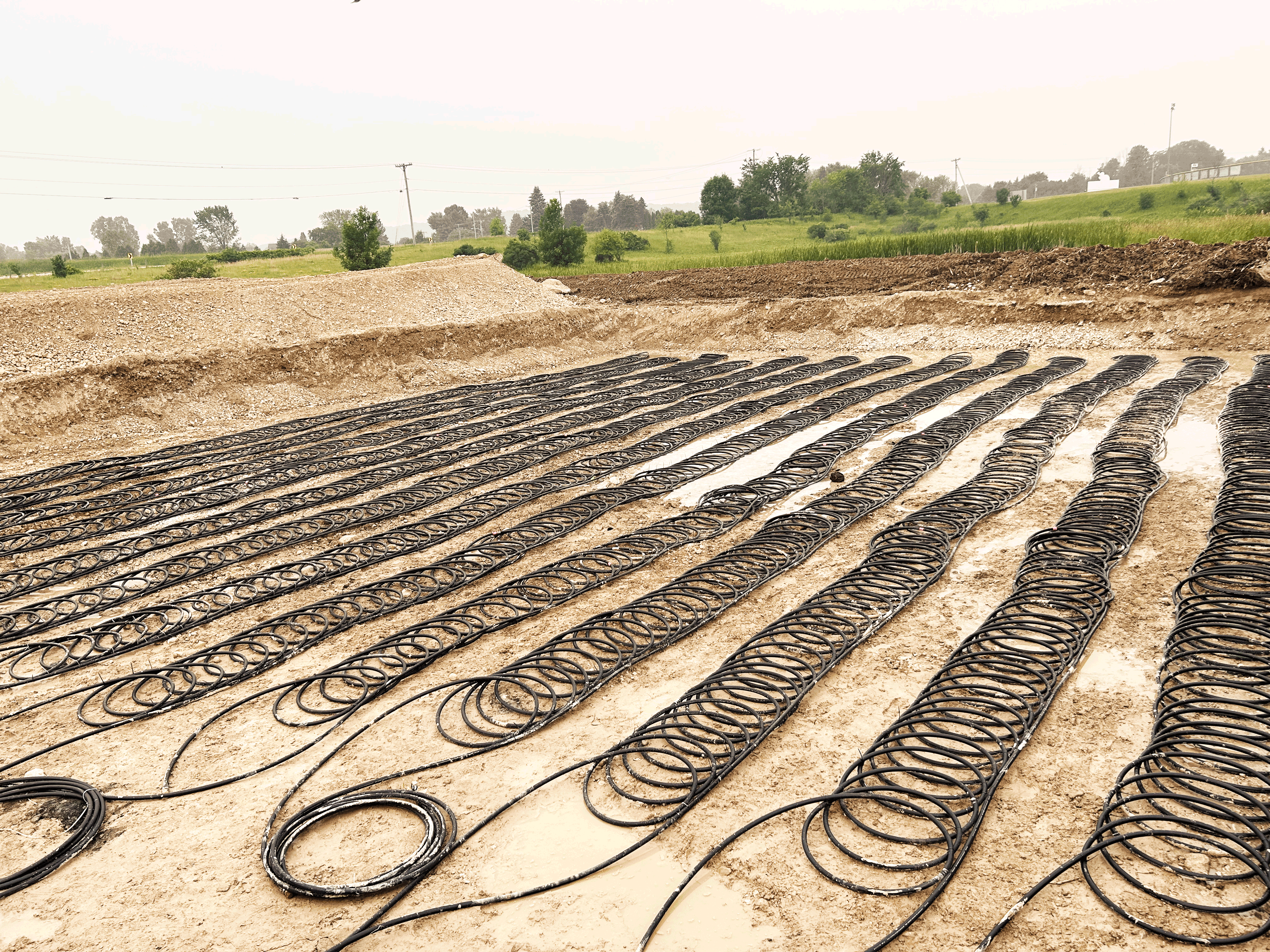
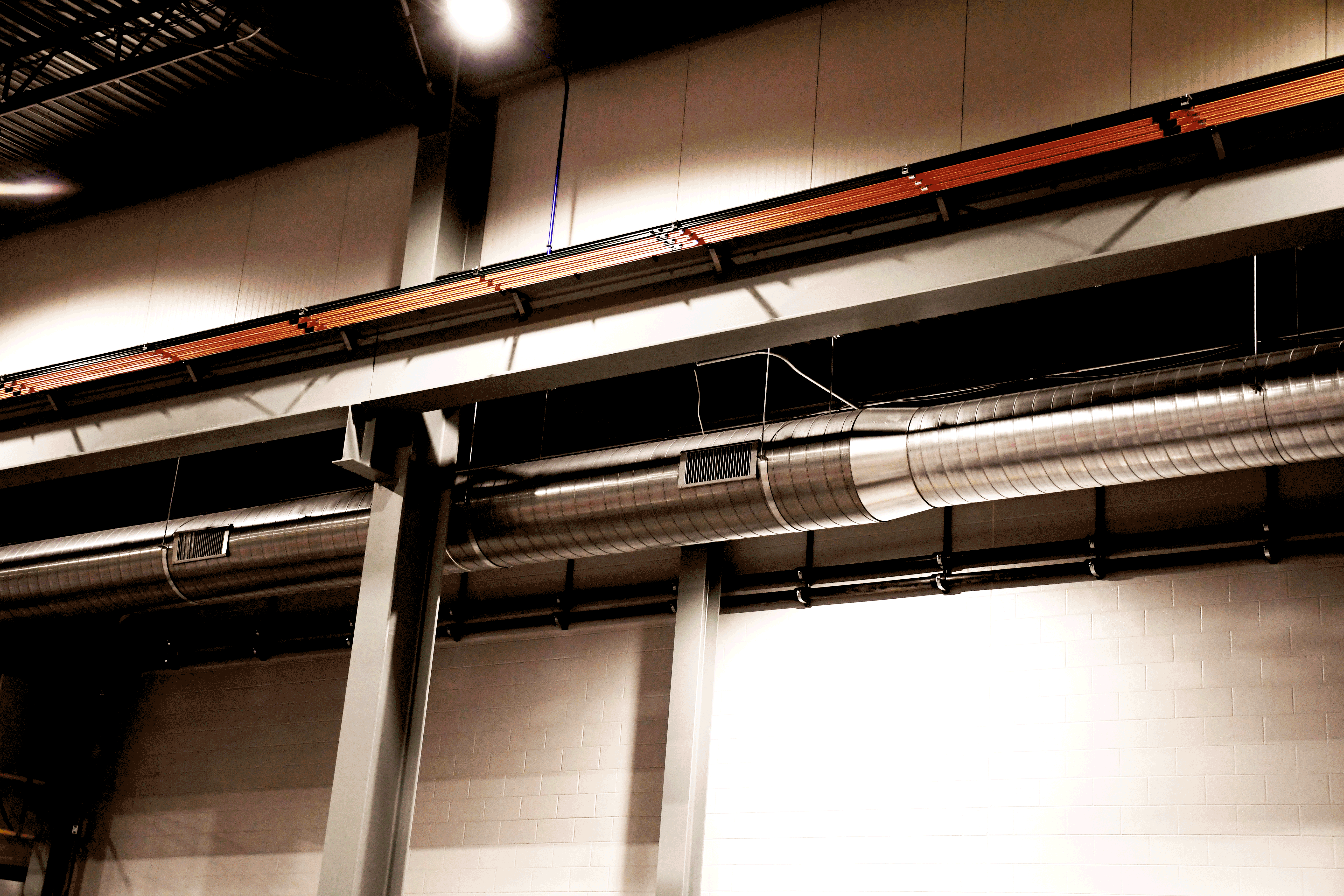
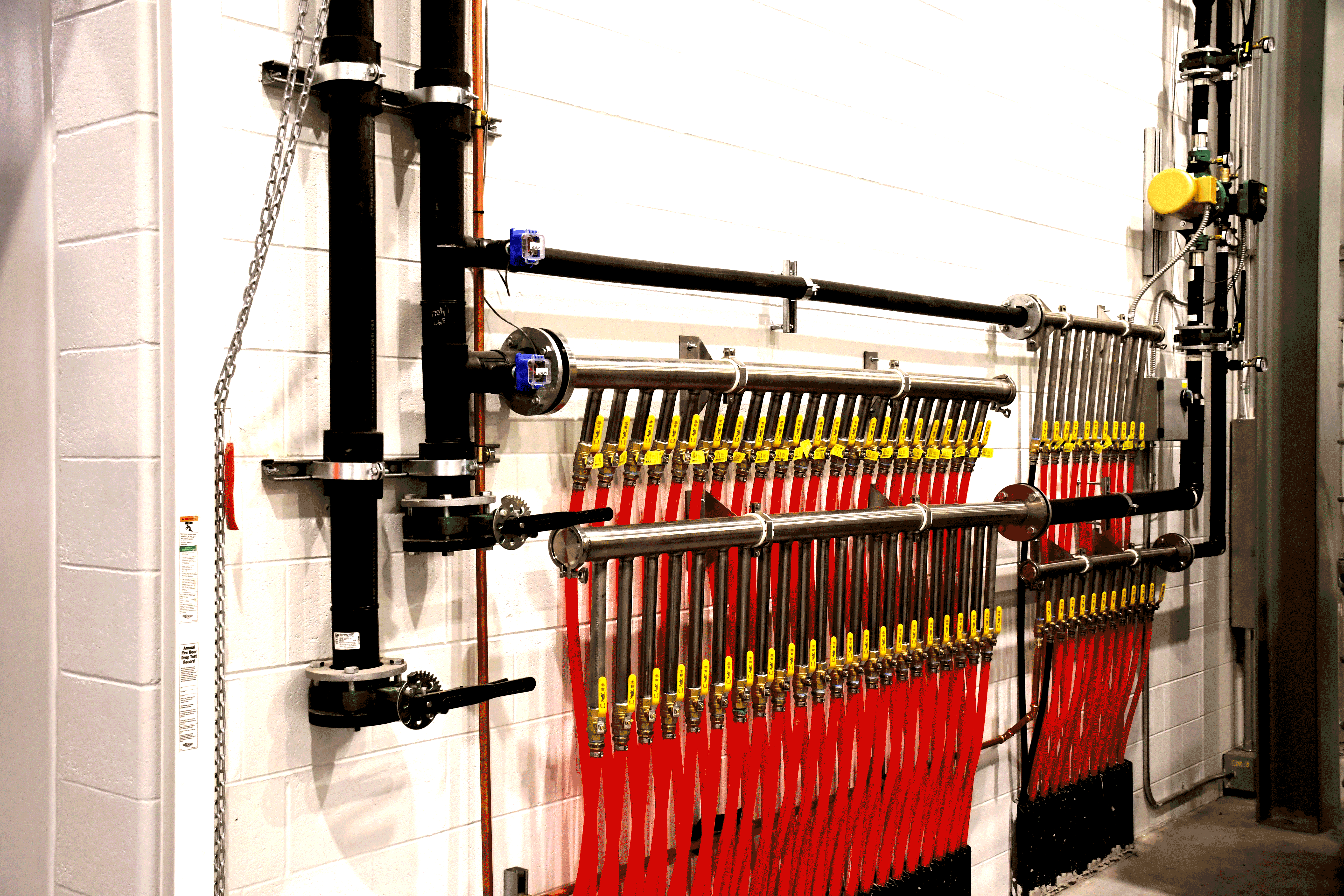
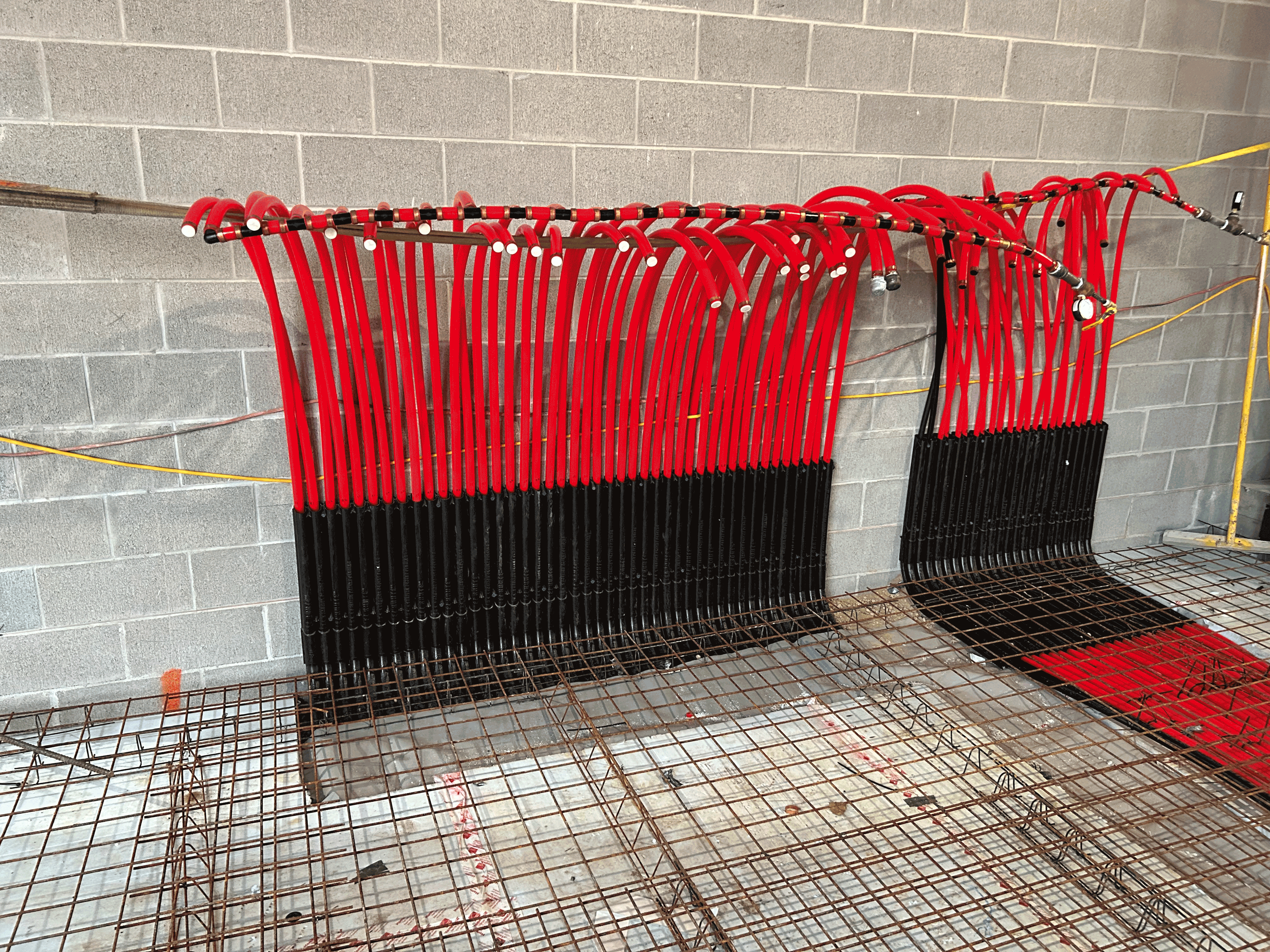
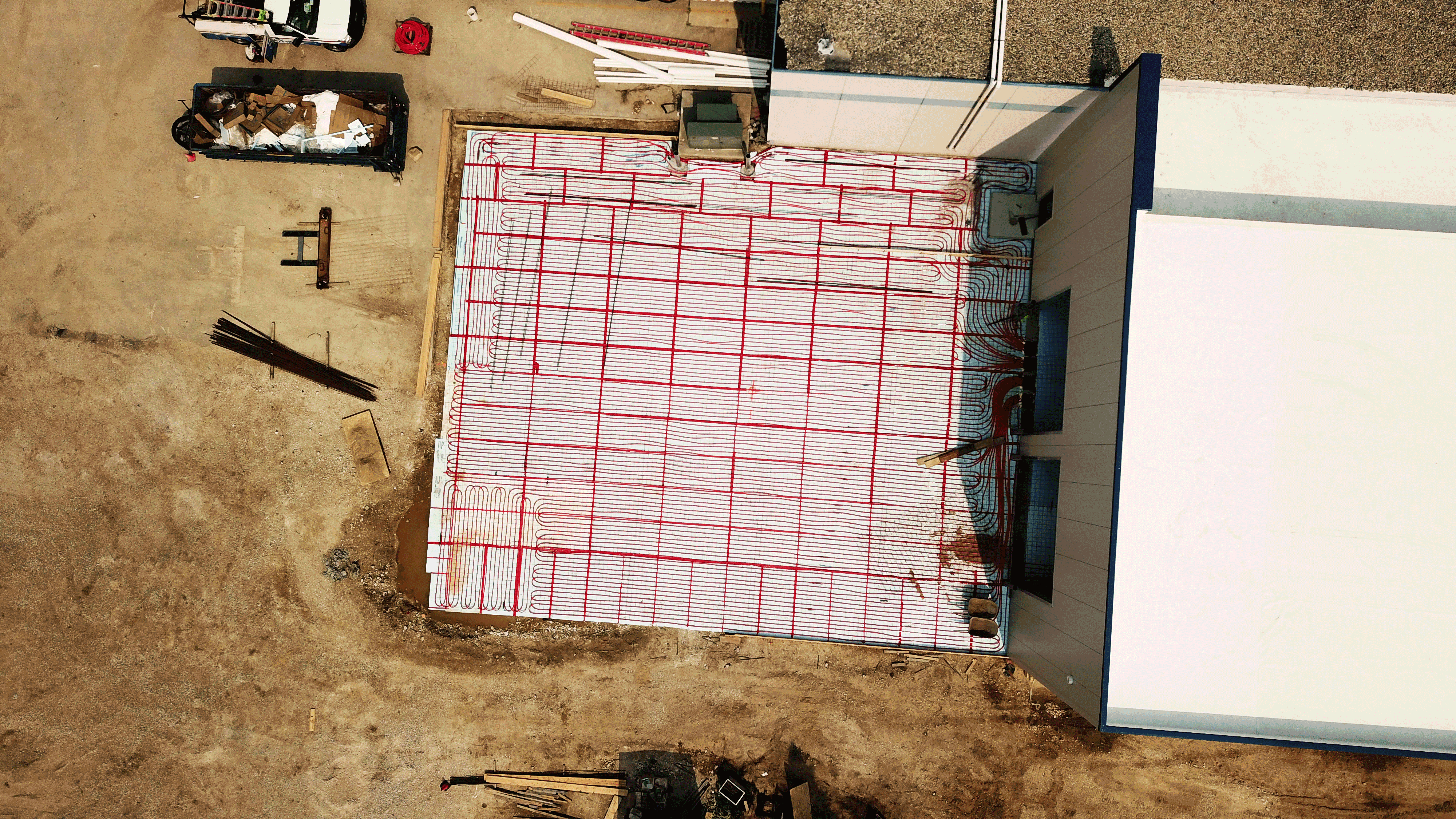
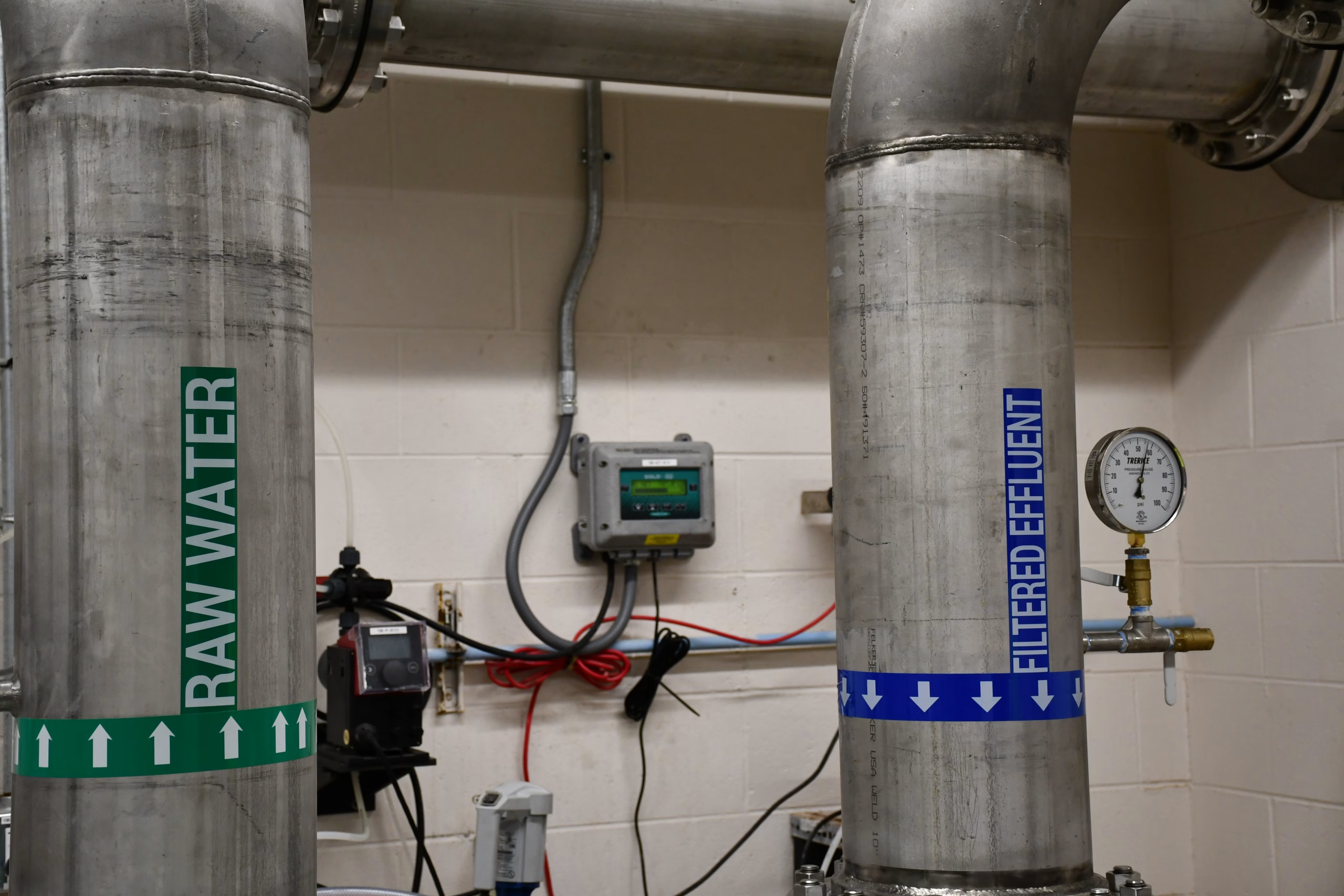
The first phase included the construction of the underground mixing tanks, and related piping, as well as a 50×42 Structure to contain all the equipment, HVAC, and plumbing. The Phase 2 system installed by Rohde consisted of a 700 GPM pressure filter, backwash system and piping, detention and equalization tanks, pumps, metering, electrical and controls. The second phase also included a chemical treatment system and all related controls, piping, storage tanks, and HVAC.