
Redefining Winter Comfort: Rohde’s Innovative Snow Melt System for a Boutique Hotel
 The Challenge: Faced with the need to provide a safe, snow-free environment for guests, the boutique hotel sought a solution that could handle a large and varied outdoor area. This challenge called for a design that was both innovative and aggressive.
The Challenge: Faced with the need to provide a safe, snow-free environment for guests, the boutique hotel sought a solution that could handle a large and varied outdoor area. This challenge called for a design that was both innovative and aggressive.
Praise from Industry Experts: Rick Nierzwicki, Managing Director at CG Schmidt, commended the project as one of the most aggressive design solutions for such a vast area. He emphasized the success of the project was largely due to Rohde’s meticulous attention to detail and commitment to a tight construction schedule.
Our Customized Solution:
- Extensive Snow Melt System: We designed and installed a 70,000 square foot in-slab snow melt system covering the entire parking structure, including decks, drives, sidewalks, stairwells, and ramps. The system comprised 25 zones and over 22 miles of PEX tubing.
- Advanced Equipment Installation: We furnished and installed key components like steam to hot water heat exchangers, pumps, hydronic equipment, in-slab tubing, and controls.
- High-End Technical Components: The project included a 3-stage high-pressure steam reducing station, two steam to hot water heat exchangers, hot water pumps, an expansion tank, glycol fill system, and sophisticated snow melt controls.
- Storm Water Drainage Enhancement: We added and modified the storm water drainage system for the parking deck to complement the snow melt system.
- Ventilation System Upgrade: The parking structure’s ventilation equipment was replaced with new fans and controls, ensuring proper ventilation to prevent carbon monoxide buildup.
Conclusion: This innovative snow melt system stands as a testament to Rohde’s engineering prowess and dedication to client satisfaction. By ensuring a safe, snow-free environment, we enhanced the guest experience while safeguarding the hotel’s infrastructure. If your business is looking for groundbreaking solutions in heating and ventilation, Rohde Brothers is your go-to partner.

 Project Background: Kohler Pottery’s production involves four large kilns that reach temperatures above 800°F. With a substantial need for lower-temperature heat for pottery drying and domestic hot water generation, Kohler saw an opportunity to harness this waste heat. Our challenge was to capture and repurpose the heat from both shuttle and tunnel kilns effectively.
Project Background: Kohler Pottery’s production involves four large kilns that reach temperatures above 800°F. With a substantial need for lower-temperature heat for pottery drying and domestic hot water generation, Kohler saw an opportunity to harness this waste heat. Our challenge was to capture and repurpose the heat from both shuttle and tunnel kilns effectively.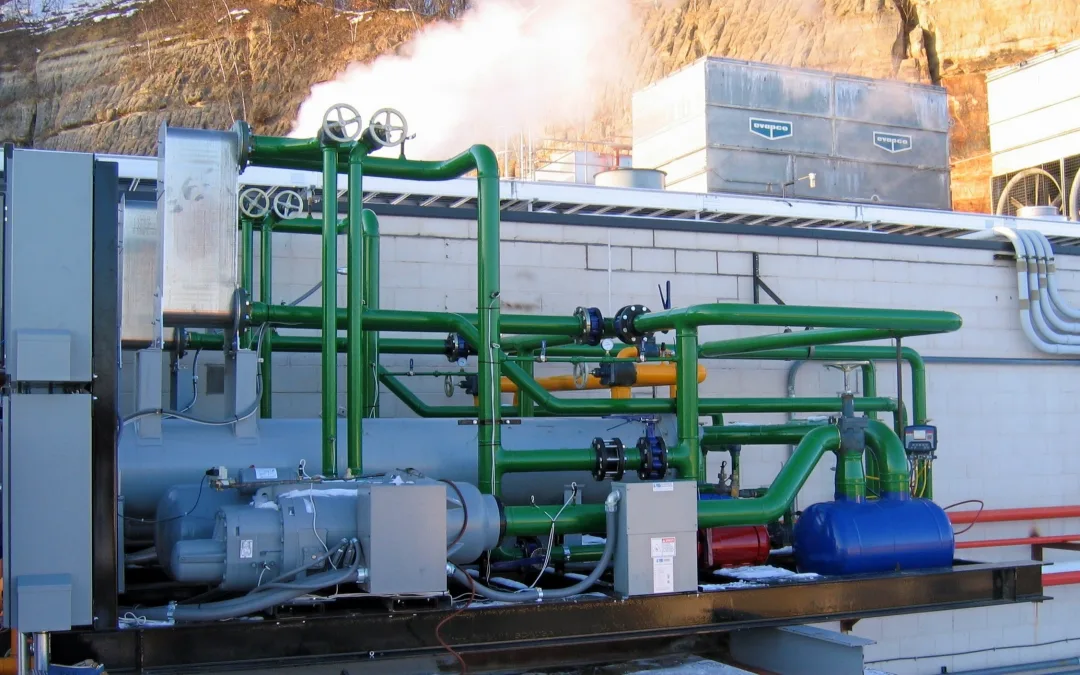
 The Challenge: Gold-N-Plump needed an efficient way to heat water for production and sanitation. They turned to us to design a system that could harness the excess heat generated by their ammonia refrigeration system.
The Challenge: Gold-N-Plump needed an efficient way to heat water for production and sanitation. They turned to us to design a system that could harness the excess heat generated by their ammonia refrigeration system.
 Project Overview: The task was to expand the existing ammonia refrigeration system while integrating advanced controls and maximizing the use of the existing infrastructure. Our team not only met but exceeded these requirements through innovative engineering and design.
Project Overview: The task was to expand the existing ammonia refrigeration system while integrating advanced controls and maximizing the use of the existing infrastructure. Our team not only met but exceeded these requirements through innovative engineering and design. Since the early 1970s, Rohde Brothers has been a key partner in Johnsonville Sausage’s journey of growth and innovation. Our longstanding collaboration has spanned various projects, big and small, across their multi-plant meat processing campus.
Since the early 1970s, Rohde Brothers has been a key partner in Johnsonville Sausage’s journey of growth and innovation. Our longstanding collaboration has spanned various projects, big and small, across their multi-plant meat processing campus.